泰如進興科技有限公司")

-
關于我們緻力于成(chéng)爲中(zhōng)國數(shù)控沖(chòng)床的領軍企業,緻力于爲(wèi)钣金加工(gōng)企業(yè)提高(gāo)效率、提升(shēng)效益,爲客(kè)戶提供成套技術解(jiě)決方(fāng)案(àn),緻(zhì)力于(yú)中國金屬闆材(cái)加工(gōng)領軍企業。
們") marketing & servicesatec electro-mechanical technology co., ltd
marketing & servicesatec electro-mechanical technology co., ltd
moble phone: 86 400-9671990
e-mail: admin@horizontal.cc
shanghai office:
tel: +86-21-50630896
add:no.600 longhua road, xuhui district, shanghai city,china
qingdao office:
tel: +86-532-84670408
add: no.63 haier road, qingdao city, china -
業務領域緻力(lì)于成爲(wèi)中(zhōng)國數(shù)控沖(chòng)床的領軍(jun1)企業(yè),緻力于爲(wèi)钣金(jīn)加工(gōng)企業(yè)提高效率、提升(shēng)效益,爲(wèi)客(kè)戶提(tí)供成套(tào)技術解決方案(àn),緻力于中(zhōng)國金屬闆材(cái)加工領軍企業。
 marketing & servicesatec electro-mechanical technology co., ltd
marketing & servicesatec electro-mechanical technology co., ltd
moble phone: 86 400-9671990
e-mail: admin@horizontal.cc
shanghai office:
tel: +86-21-50630896
add:no.600 longhua road, xuhui district, shanghai city,china
qingdao office:
tel: +86-532-84670408
add: no.63 haier road, qingdao city, china -
新聞(wén)中心緻力(lì)于成(chéng)爲中國數控沖床的領軍(jun1)企業(yè),緻力于爲(wèi)钣金(jīn)加工企業提(tí)高(gāo)效率、提升(shēng)效益(yì),爲客(kè)戶提供成套技術解決方(fāng)案(àn),緻力于中國(guó)金屬闆材(cái)加工領軍企業。
") marketing & servicesatec electro-mechanical technology co., ltd
marketing & servicesatec electro-mechanical technology co., ltd
moble phone: 86 400-9671990
e-mail: admin@horizontal.cc
shanghai office:
tel: +86-21-50630896
add:no.600 longhua road, xuhui district, shanghai city,china
qingdao office:
tel: +86-532-84670408
add: no.63 haier road, qingdao city, china
新聞(wén)資訊
15
2019
-
03
數控沖床的(de)噸位計算(suàn)及磨具保養(yǎng)技(jì)巧
數控沖(chòng)床的噸位計(jì)算及磨具保養技(jì)巧
數控沖(chòng)床
的噸位計算是與沖床的型(xíng)号相關的,所以相對來說是比(bǐ)較重要(yào)的沖床常識,大家一塊來了解一下;另(lìng)外呢(ne),沖床磨具(jù)的(de)維(wéi)護與(yǔ)保養又關乎沖(chòng)床的(de)整體質量,這些技巧(qiǎo)也(yě)帶給大(dà)家,希(xī)望對(duì)自家的設(shè)備都能精(jīng)心使用,發(fā)揮(huī)出(chū)最大(dà)的用處。

沖壓噸(dūn)位計(jì)算
無斜刃(rèn)口沖(chòng)芯
公(gōng)式:沖(chòng)芯(xīn)周長(mm)x材料厚度(mm)x材(cái)料剪切強(qiáng)度(kn/mm2)=沖(chòng)切力(kn)
公噸=沖切(qiē)力/9.81
沖(chòng)芯周長:任何形(xíng)狀的周長(zhǎng)之和
材(cái)料(liào)厚度:沖芯要(yào)沖(chòng)孔穿(chuān)透的闆材厚度(dù)
材料剪切強度(dù):闆材物理性質(zhì),同闆(pǎn)材材質決(jué)定,詳參(cān)材料手冊。
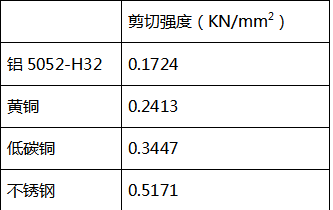
常(cháng)見的(de)材料剪切強度
例(lì)如
在(zài)3.0厚的低碳鋼(gāng)材闆上沖孔(kǒng),形狀方(fāng)形(xíng),邊長(zhǎng)20mm
沖芯(xīn)周長:20mmx4=80mm
材料(liào)厚度:3.0mm
剪切(qiē)強度:0.3447kn/mm2
計算(suàn):80mmx3x0.3447=82.73kn
沖切力:82.73/9.81=8.43噸(dūn)
數控轉塔(tǎ)沖床模具也稱數控(kòng)沖床(chuáng)模具,通常由上(shàng)模(mó)、下模、模(mó)座三部分(fèn)組成。下面咱(zán)們一起(qǐ)來看(kàn)看沖床磨(mó)具的維(wéi)護與保(bǎo)養技巧
1、磨(mó)具應定期(qī)的(de)清除鐵(tiě)屑及(jí)雜(zá)質(zhì),保持(chí)油潤,減(jiǎn)輕磨損,延長使用(yòng)壽命(mìng)。
2、不同闆(pǎn)料的材(cái)質應選(xuǎn)用相對(duì)應的下(xià)模間隙(xì),合适(shì)的下模間(jiān)隙,可以延(yán)長模(mó)具的使用壽命(mìng),退料(liào)效果好,沖切面平整無毛(máo)刺,沖切力均衡(héng)等等好(hǎo)處(chù),如果(guǒ)間隙過大(dà),廢料會出現(xiàn)粗(cū)糙起伏(fú)的斷裂面和(hé)較小的(de)光(guāng)亮面(miàn)。間隙越大(dà),斷裂(liè)面與光(guāng)亮(liàng)面形(xíng)成的角度就越(yuè)大(dà),沖(chòng)孔時會形(xíng)成卷邊和(hé)斷(duàn)裂(liè),甚至(zhì)出(chū)現(xiàn)一個(gè)薄緣(yuán)突起(qǐ)。反之(zhī),如果間(jiān)隙過小,廢料會出現小(xiǎo)角度斷裂面和較大的光(guāng)亮面。模具以(yǐ)最(zuì)佳間隙沖壓時,廢料(liào)的斷裂(liè)面(miàn)和光(guāng)亮面具有相(xiàng)同(tóng)的角度,并(bìng)相互(hù)重合(hé),這(zhè)樣(yàng)可使(shǐ)沖裁力最小,沖孔的(de)毛(máo)刺也很(hěn)小。
3、定期(qī)檢查(chá)沖(chòng)床上下的(de)模座(zuò)同軸性(xìng),防止磨損或(huò)損壞磨具(jù)。
4、定(dìng)型磨(mó)具應将打擊頭從最低(dī)逐漸(jiàn)向(xiàng)上(shàng)微調(diào)至合适位置,否(fǒu)則容(róng)易造成磨(mó)具的打散
5、當發(fā)現上下模刃口(kǒu)磨損(sǔn)達r=0.25mm圓弧時(shí),需要重(zhòng)新刃磨。
6、刃磨(mó)量(吃刀量(liàng))應(yīng)≤0.013mm,過大(dà)會(huì)造成磨具(jù)表面過熱(rè),磨具變軟(ruǎn)降低磨具(jù)壽(shòu)命,刃磨(mó)量需增加(jiā)足夠(gòu)冷(lěng)卻液。
7、刃(rèn)磨完(wán)成後(hòu),邊緣要(yào)用(yòng)油石處(chù)理過于(yú)尖銳的(de)棱線,并(bìng)退磁(cí)和上油。
8、當入模深度不足時,将打擊頭(tóu)高(gāo)度調整爲合适尺寸
9、啓動設備和更換磨具時,一定(dìng)要注(zhù)意安(ān)全,以防人(rén)身設備及磨具(jù)受損(sǔn)。
推薦(jiàn)的(de)下(xià)模間(jiān)隙
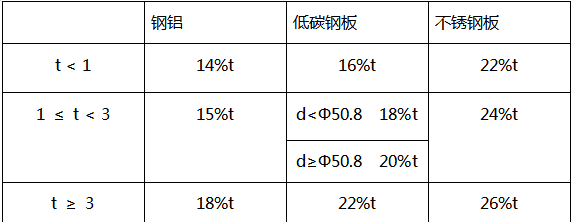
注(zhù):1、當碳(tàn)鋼闆t≥2熱闆時,間隙取低碳(tàn)鋼和不(bú)鏽(xiù)鋼中間值
2、沖1≤t<3冷(lěng)闆時(shí),c、d工位下(xià)模間隙(xì)按20%計(jì)算
3、特殊要求另行确(què)定
原(yuán)創文章來源:/news/67.html 轉(zhuǎn)載請注明出處!
數控沖床
下(xià)一(yī)頁
控沖床(chuáng)送料機(jī)")
送(sòng)料機介紹(shào)")





